Über die Spindelnase der Maschine
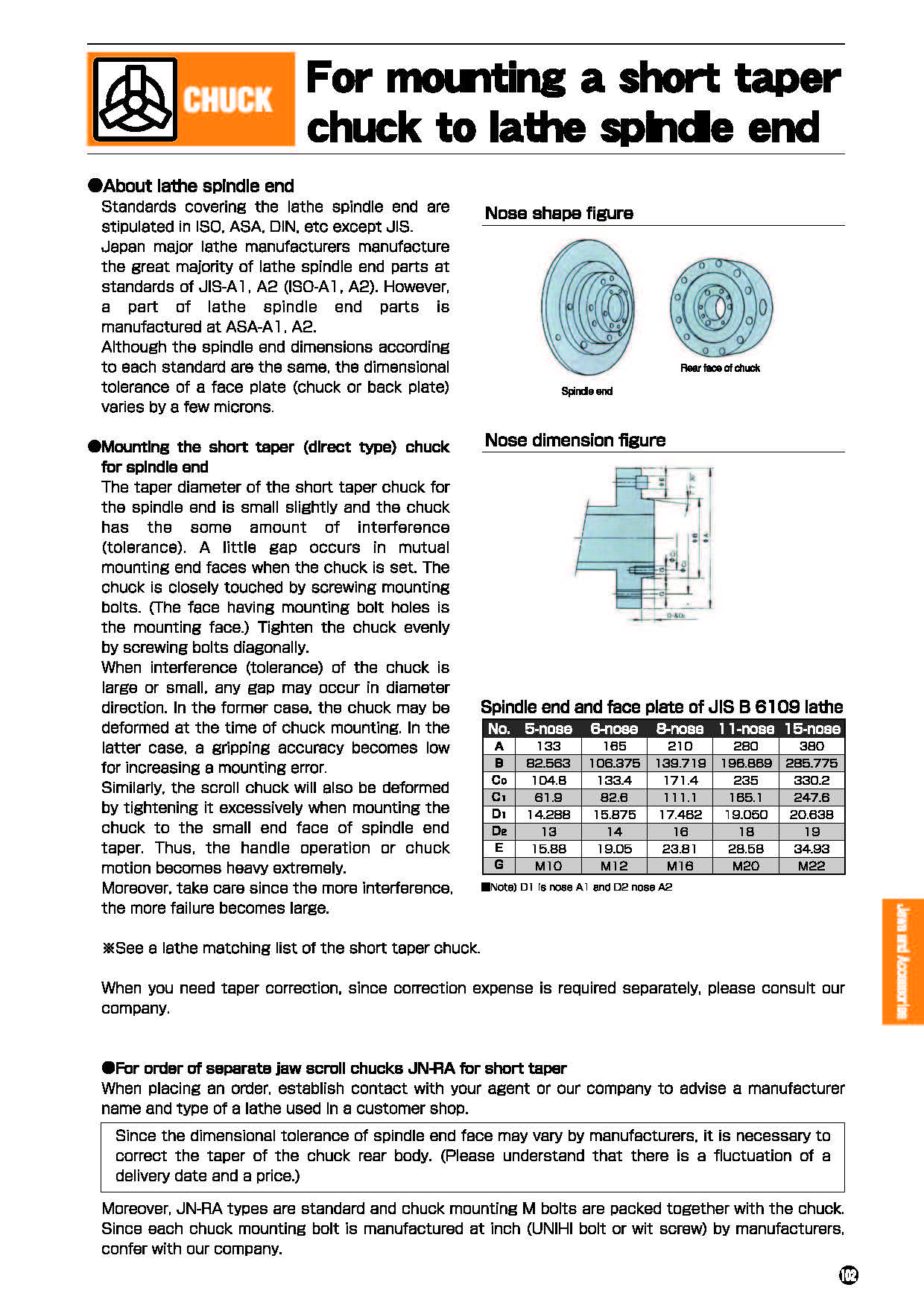
Die Normen für die Spindelnasen der Drehmaschinen sind normalerweise in ISO, ASA, DIN usw. festegelegt, Ausnahme ist hiernbei JIS. Japans große Drehmaschinenhersteller stellen die große Mehrheit der Drehspindelnasen nach den Normen JIS-A l, A2 (ISO-Al, A2) her. Obwohl die Spindelnasenabmessungen gemäß jeder Norm gleich sind, variiert die Maßtoleranz (Spannfutter oder Rückplatte) um einige Mikrometer.
Montage des Kurzkegelfutters (direkter Typ) auf die Spindel.
Die Toleranz des Kurzkegels der Spindelnase ist relativ eng und das Spannfutter weist eine ähnlich enge Toleranz auf. Beim Aufsetzen des Spannfutters tritt ein kleiner Spalt an den Flächen auf. Das Spannfutter wird durch Anschrauben der Befestigungsschrauben an die Spindlefläche herangezogen. (Die Fläche mit den Befestigungsschraubenlöchern ist die Spindelfläche.) Ziehen Sie das Spannfutter gleichmäßig an, indem Sie die Schrauben diagonal festziehen.
In ähnlicher Weise wird das Planspiralfutter auch durch überstarkes Anziehen verformt, wenn das Spannfutter an der kleinen Endfläche des Spindelnasenkegels montiert wird. Somit wird die Spannfunktion oder die Spannbewegung extrem erschwert.